Eloxal Zubehör




Verbinder
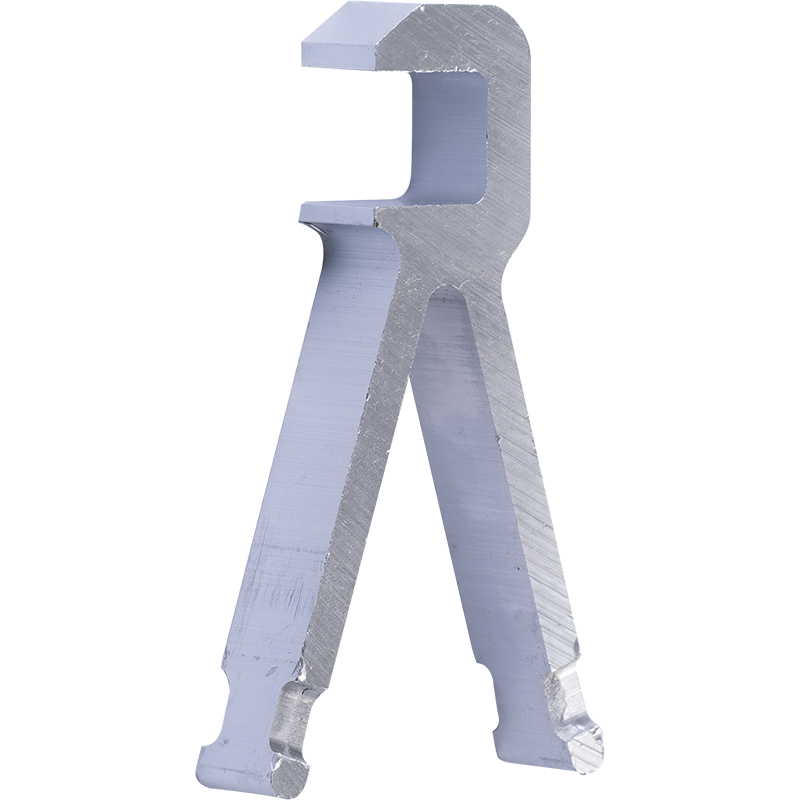
- C-Hacken
- C-Hacken nach Maß
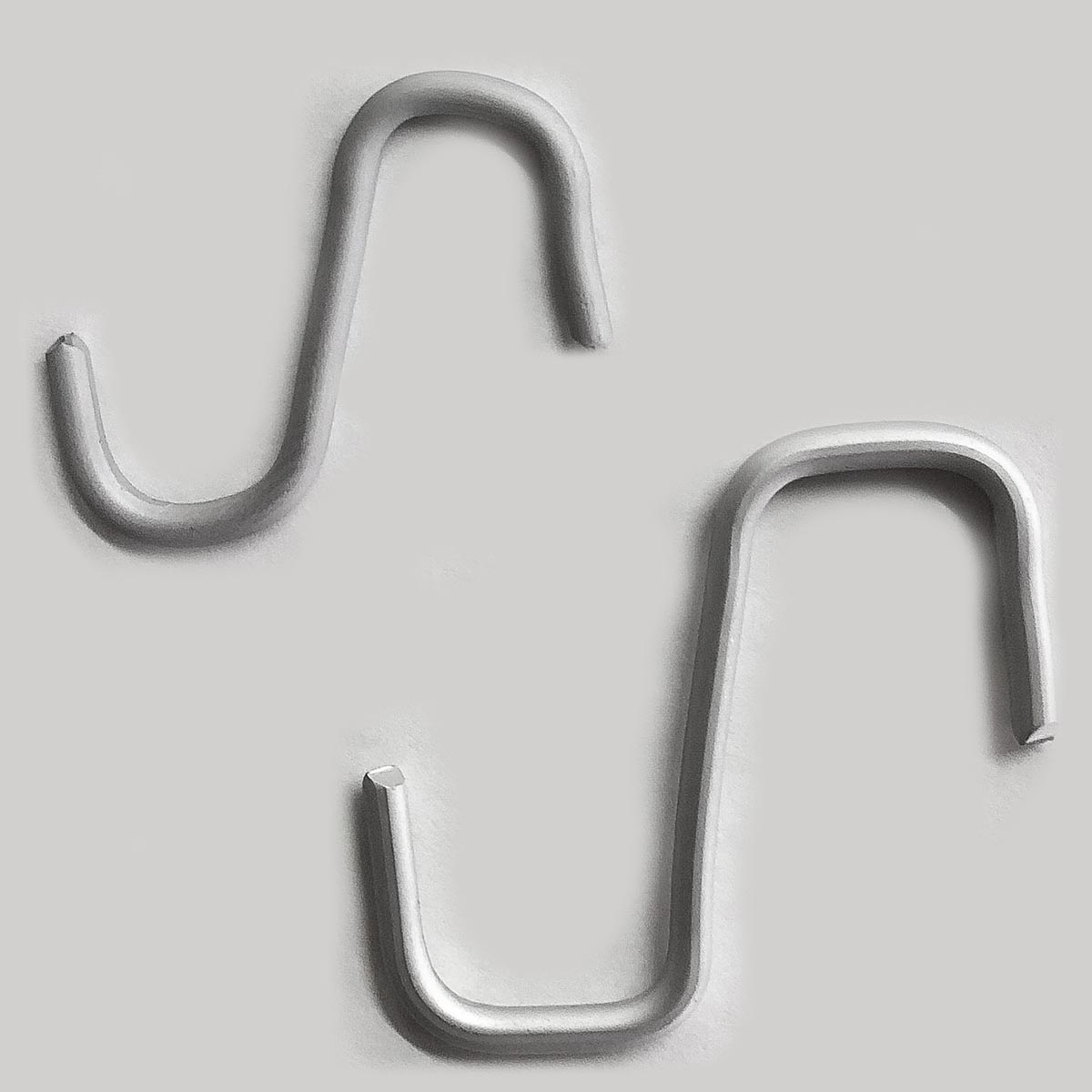
- S-Hacken
Zum verketten von Bauteilen untereinander es müssen mindestens zwei Durchgangslöcher vorhanden sein
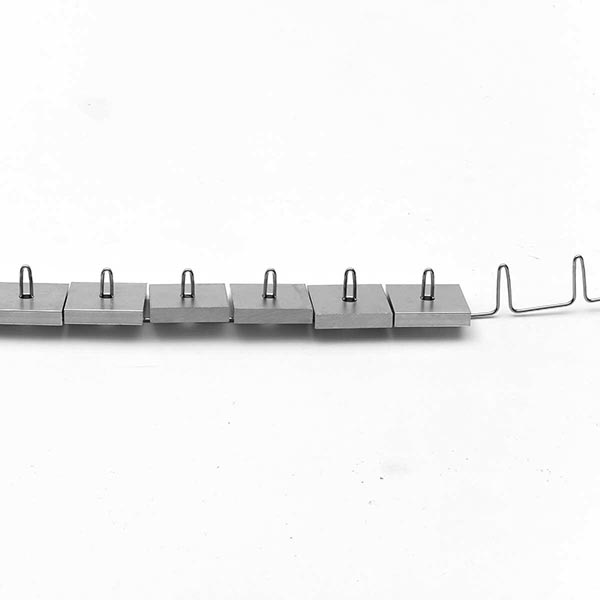
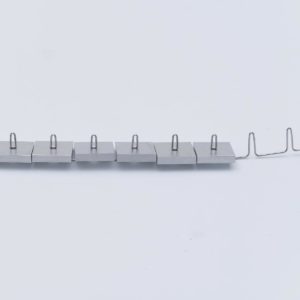
Klammern
- Einfachklammer
- Doppelklammer
Bauteile mit verschiedensten Abmaßen können auf einen Stab aufgeklopft werden. Maße sind fest vorgegeben.
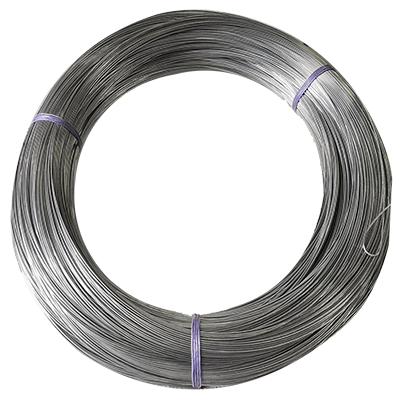
Drähte
- Drahtrolle (fest)
- Drahtrolle (weich)
- Draht abgelängt
- Draht abgelängt mit Nase
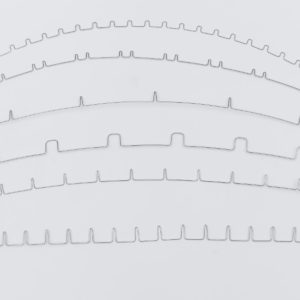
- Drahtschlaufe
- Doppeldrahtschlaufe
Drähte in verschiedenen Festigkeiten, längen und Formen.
Kunststoffschrauben
Schützen Sie Gewinde vor dem Eloxieren, durch unsere Kunststoffschrauben.
- Optimale Form
für sichere Abdichtung - Wenige Gewindegänge
schnelle Handhabung - Chemiebeständig
Langlebig und robust


Kunststoffschrauben Bestellung/Anfrage
Stückpreise in Euro zzgl. MwSt.
| Stückzahl/Menge | 100 | 500 | 1000 | 2000 | 5000 | |
| Gewinde | Farbe | |||||
| 2,5 | Blau | 0,38 | 0,31 | 0,24 | 0,22 | 0,20 |
| 3 | Weiß | 0,40 | 0,33 | 0,25 | 0,23 | 0,21 |
| 4 | Schwarz | 0,42 | 0,34 | 0,26 | 0,23 | 0,22 |
| 5 | Blau | 0,43 | 0,35 | 0,27 | 0,24 | 0,23 |
| 6 | Weiß | 0,45 | 0,36 | 0,28 | 0,25 | 0,24 |
| 8 | Schwarz | 0,51 | 0,42 | 0,32 | 0,29 | 0,27 |

Drahtrollen
Drahtrolle (fest)
- Zum kontaktieren der Bauteile durch Löcher im Bauteil
- Durch seine Festigkeit wird beim Kontaktieren das wackeln auf der Warenschiene minimiert
- zur einmaligen Nutzung

Drahtrolle (weich)
- Zum kontaktieren der Bauteile durch Löcher im Bauteil
- Der Draht ist sehr weich und kann somit zum kontaktieren an Aluminiumschrauben im Bauteil genutzt werden.
- zur einmaligen Nutzung

Klammern
Einfachklammer
- Bauteile mit verschiedensten Abmaßen können auf einen Stab aufgeklopft werden
- Maße sind fest vorgegeben
- Mehrfach nutzbar

Doppelklammer
- Bauteile mit verschiedensten Abmaßen können auf einen Stab aufgeklopft werden
- Maße sind fest vorgegeben
- Mehrfach nutzbar
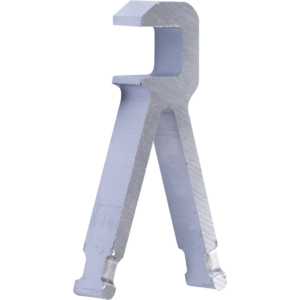
Verbinder Haken
Verbinder C-Hacken
- Zum verketten von Bauteilen untereinander.
- Maße sind fest vorgegeben
- Mindesten 2 Durchgangslöcher
- Mehrfach nutzbar
Verbinder C-Hacken nach Maß
- Zum verketten von Bauteilen untereinander.
- Die Haken können individuell auf die Kundenananforderungen angepasst werden
- Mindesten 2 Durchgangslöcher
- Einmal nutzbar

Verbinder S-Hacken
- Zum verketten von Bauteilen untereinander.
- Die Haken können individuell auf die Kundenananforderungen angepasst werden
- Mindesten 2 Durchgangslöcher
- Mehrfach nutzbar

Drähte abgelängt
Draht gelängt
- Die Drähte können individuell auf Kundenmaß abgelängt werden
- zur einmaligen Nutzung

Draht abgelängt mit Nase
- Zum kontaktieren von z.B. Blechen
- Die Drähte können individuell auf Kundenmaß abgelängt werden
- bedingt mehrfach nutzbar

Drahtschlaufen
- Zum kontaktieren von Kleinteilen mit einer einfachen Geometrie
- Kleinteile können an einem Loch auf die Drahtschlaufen aufgesteckt werden. Der Drahtstrang wird zur Kontaktierung auf einen Rahmen aufgespannt. Die Drahtschlaufen können individuell auf die Kundenananforderungen angepasst werden
- Mindestens ein Sackloch mit einem Durchmesser von 6mm
- bedingt mehrfach nutzbar
Doppeldrahtschlaufe
- Zum kontaktieren von Kleinteilen mit einer aufwendigen Geometrie
- Kleinteile können an zwei Löchern auf die Drahtschlaufen aufgesteckt werden, somit wird das wackeln der Teile minimiert. Der Drahtstrang wird zur Kontaktierung auf einen Rahmen gespannt. Die Drahtschlaufen können individuell auf die Kundenananforderungen angepasst werden
- Mindestens zwei Sacklöcher mit einem Durchmesser von 6mm
- bedingt mehrfach nutzbar